 0270-32-3516
0270-32-3516 0270-32-6882
0270-32-6882


精密板金加工 配線組立.comを運営する島田工業株式会社では、現在アルミの精密板金加工に関するご相談を多くいただいております。また、ただ板金加工部品を作ってほしいというご依頼から、筐体組立までお願いしたい、表面処理から配線組立までお願いしたいというご相談もいただいております。
ここでは、特にアルミ溶接が難しい理由と当社で実践している対策について、ご紹介いたします。
アルミ板金加工にいては、下記記事でも詳しく解説しておりますので、是非合わせてご覧ください。
>>アルミ板金におけるアルマイト処理を行うメリットや加工時の注意点を解説!
アルミ溶接が難しい理由
①加熱時に酸化が起こりやすい
アルミニウムは加熱すると酸化する可能性があります。 アルミニウムは他の金属と比べて酸化しやすく、空気中に放置するだけで酸化被膜ができる特性があります。酸化被膜とは金属の表面が酸化してできる酸化物の膜であり、アルミニウムの酸化被膜は融点が2000°Cと、アルミニウムの融点である660°Cより1300°C以上高いため、溶接に影響を及ぼします。そのため、アルミニウムの溶接では、事前に酸化皮膜を除去するなどの対策が必要です。
②融点が低く溶けやすい
アルミニウムは代表的な金属であるステンレスや鉄に比べて融点が低い金属です。そのため、溶接時に意図しているよりも溶けすぎてしまい溶接不良が発生してしまうといった問題を引き起こす可能性があります。
③熱伝導率が高く歪みやすい
アルミニウムは熱伝導率が高く、熱によって歪みやすい特性があります。熱伝導率の高さによって熱が伝わりやすく、組織上の自由電子が活発に動くため、歪みが生じてしまいます。
④溶接割れが起こりやすい
アルミニウムは酸化皮膜に結晶水や大気中の水分を含み、溶融金属中に水素が残留しやすく、高い熱伝導率の影響によって急速に冷え固まる特性を持ち合わせています。水素が過剰に含まれることで、金属内に小さな空洞であるブローホールが生じ、溶接割れや溶接不良の原因となります。
当社が実践する適切にアルミ溶接を行う方法・対策
次にアルミ加工に対応している当社だからこそお伝えできる適切にアルミ溶接を行うポイントを解説していきます。
①隙間を生まない仮止めの実施
溶接する箇所に隙間があると、溶接ができない、付かないといった問題が発生します。そのため、仮止めの段階で隙間ができないように意識して溶接していくことが大変重要です。
製品サイズに合わせて仮止め箇所の数も調整しながら、隙間ができないようにしていきます。
②1か所に負荷がかかり割れないよう、細かな仮止めを実施
上記で紹介したようにアルミだと溶接割れが起こりやすい特性があります。アルミだと仮止めで強度を取ることが非常に難しいため、細かく仮止めを実施することで、強度を出すようにしています。
③製品表面に不純物が付かないようにする
製品表面に油などの不純物が付着したまま溶接を行ってしまうと、溶接不良が発生しやすいです。溶接を行う前に、製品に不純部が付着していないか確認する、また、そもそも不純物がつかないような製品の取り扱いをおこなうよう、精密板金加工 配線組立.comを運営する島田工業株式会社では意識をしています。
④溶接の始めと終わりとで、溶接スピードと温度を変化させる
アルミは熱伝導率が高いため、溶け始めると熱が全体に広がりやすいという特性があります。そのため、溶接の始めと終わりとでは、溶接スピードや温度を変化させる必要がでてきます。
具体的には、スピードに関しては溶接始めについてはゆっくりと行い、終わり側に行くにつれて早くしていく必要があります。また、温度も同様にはじめは高めに設定し、終わりの方では温度を低くしていく必要があります。
※特にこの問題はファイバー溶接では発生しにくいですが、TIG溶接だと対策が必要になります。

アルミ精密板金加工の製品事例をご紹介!
精密板金加工 配線組立.comを運営する島田工業株式会社による、アルミ精密板金加工の製品事例をご紹介いたします。
事例①:監視カメラ用アルミ筐体

こちらの製品は、監視カメラを格納するアルミ製の筐体です。材質はアルミで、ファイバーレーザー複合機による穴あけや曲げ加工、TIG溶接、アルマイト処理、カシメを精密板金加工 配線組立.comで行っております。この筐体に使用するアルミはt:5.0となっているため、ファイバーレーザー複合機にてブランク加工を行っております。
事例②:レントゲンカメラ用アルミ筐体

こちらは、レントゲンカメラを格納するためのアルミ製筐体です。ファイバーレーザーによる穴あけ加工、曲げ加工、プレス加工、カシメ加工、および溶接仕上げを施して製作しております。
事例③:アルミ製 宇宙観測機器用ケース
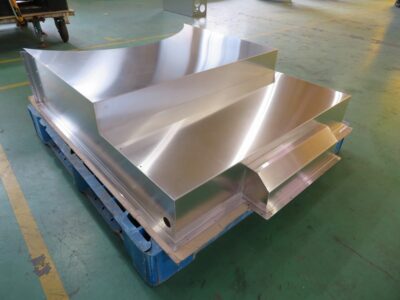
こちらは、大学研究室にて宇宙観測用機器に使用されるアルミ製の特殊ケースです。材質はアルミA5052材で、板厚は1mm、4つの部品で構成されております。
まずファイバーレーザー加工機で抜き加工を行い、それぞれの部品を曲げ加工します。その後、各部品をYAG溶接にて結合させていきます。板厚が1mmと薄く、また変形や歪みが起こりやすい形状になっておりますので、作業者も細心の注意を払い溶接作業を行っていきました。
事例④:医療・医薬業界向け 精密カメラ部品

この部品はファクトリー・オートメーションや医療、バイオ等の分野で使用されているカメラの部品です。抜き、カシメ、曲げ加工を行って製作しております。ブランク工程はファイバーレーザー複合機によって行うことで、高速・高品位な加工を実現するとともに省力化も行えることから、カシメや曲げ加工など後工程により多くのリソースを割くことができております。
事例⑤:アルミ製品のアルマイト処理
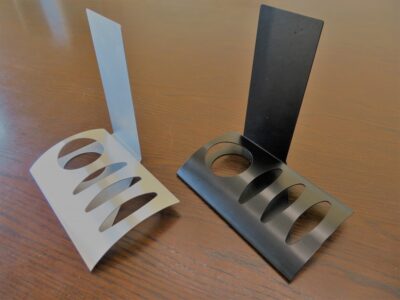
この品物は実験等に使用される部品となります。 材質はアルミ(A1050)で板厚は1mm、プレスで5工程経て完成します。 左がアルマイト処理前で、右が黒色アルマイト処理後の品物になります。
アルミにアルマイト処理を行うことで、防錆は勿論のこと、強度も向上します。 この品物は黒色ですが、アルマイト処理は黒色や無色(白)の他にも着色アルマイトもあり、様々な用途に使用出来ることが利点になります。
アルミ製品のことなら、精密板金加工 配線組立.comにおまかせ!
精密板金加工 配線組立.comを運営する島田工業株式会社は、群馬県・伊勢崎市に板金工場・組立工場を持った、温調圧縮・電気装置機器のOEM受託加工・製造メーカーです。
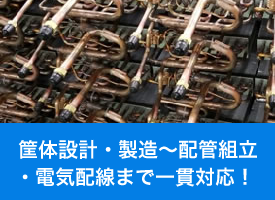
当社は、①鋼板からの板金加工による装置機器の設計・製作と、②装置機器の電気配線・配管接続等の電気制御技術、というソフトとハードの両面に対応した設計・製作を行うことができるOEMメーカーであることが、最も大きな特徴です。また当社は、装置機器の納入に際して、ヘリウムリーク検査や電気検査、100時間に及ぶ試運転などのように、各種試験を徹底的に行った上で高精度ユニット製品の納入をいたします。
アルミ板を使った装置機器等の加工実績が多数ございます。アルミ板の曲げ加工に関しては、最小で0.5mmから、最大で5mmまで対応した実績がございます。アルミの薄板の抜き加工から、5mm程度の厚板の曲げ加工、溶接、アルマイト処理まで、全て一貫対応することができます。
対応できる範囲についてはこちらをご確認ください。
>>アルミの抜き加工は、どれくらいの板厚まで対応可能ですか?
各種機器のOEM製造やアルミ精密板金加工のことなら、精密板金加工 配線組立.comにまずはご相談ください!


















 0270-32-3516
0270-32-3516









